安平县冀淼丝网制品有限公司
联系人:马经理
手机:15324293755
邮箱:656734285@qq.com
地址: 河北省衡水市安平县西两洼乡东毛庄村村西100米处
发布日期:2021-04-10 浏览量:
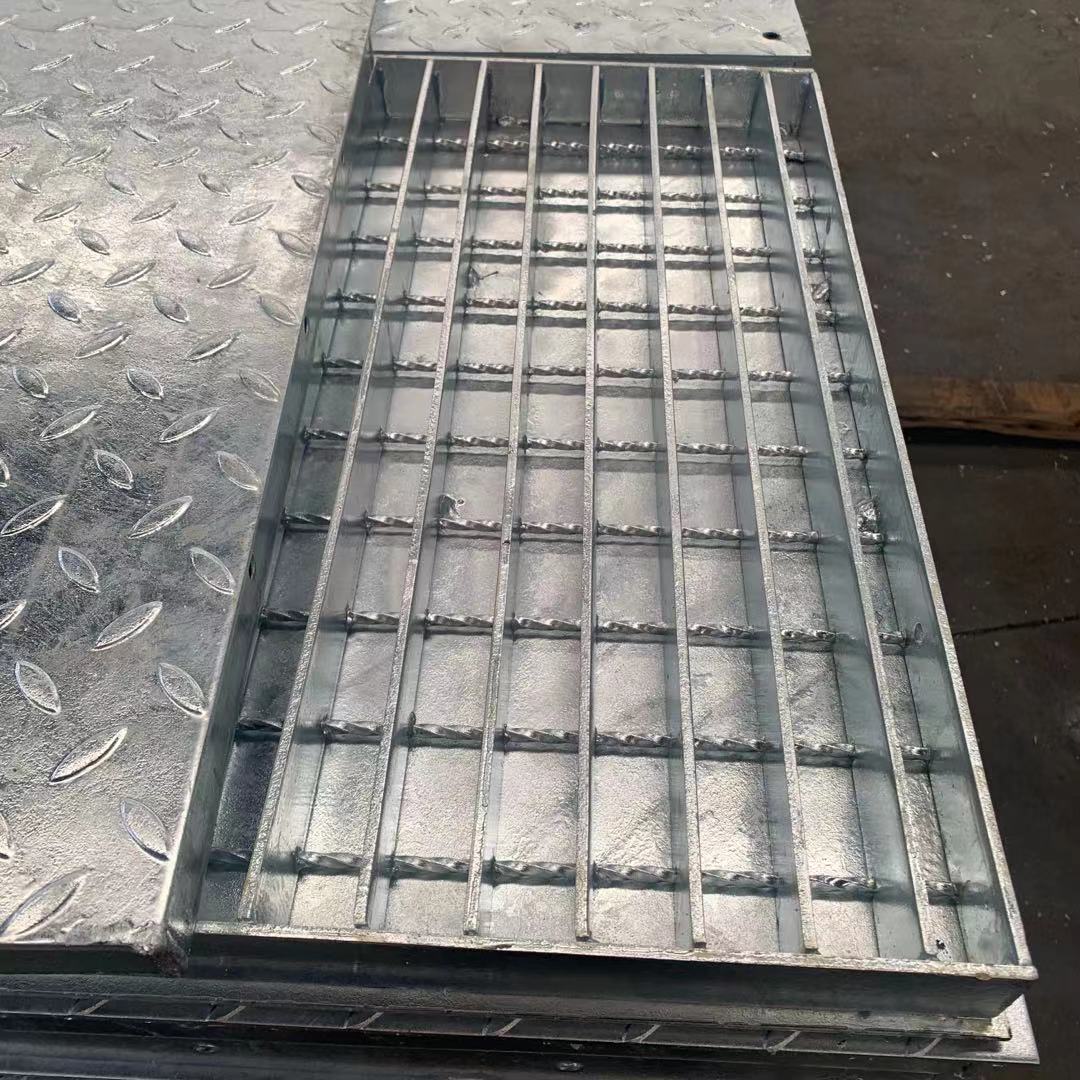
钢格板怎么开孔 在热镀锌网格板施工过程中,由于各种原因需要现场切割开孔。比如电厂锅炉热镀锌网格板施工管道开孔。一般情况下,平台上大于200mm的开孔在生产厂加工制造。小于200mm的开孔在现场安装时根据具体情况切割。为保证热镀锌网格板在现场切割开孔后不降低承载和抗腐蚀能力,热镀锌网格板安装完毕后美观整齐,对热镀锌网格板管道开孔的技术质量要求详细的说一下。
主要施工工艺质量要求 开孔形式 热镀锌网格板上开孔形式分两种:圆形开孔和方形(椭圆)开孔。对于排管原则上采用方形(椭圆)开孔。对于单管可统一为圆形或方形开孔。
参考测量热镀锌网格板钢格板开孔的基准点和管道安装的基准点一致,测量管道的实际外径偏差为正负10毫米 画线 根据基准点、图纸尺寸画出开孔的具体位置,在画过程中要考虑到管子的热膨胀、保温余量。 开孔 热镀锌网格板一般为热镀锌,根据画线位置用切割机切割格栅板,不可用火焊切割,而且尽量使施工面平整光洁,易于下一步施工。
开孔后处理 切割后的热镀锌网格板内环焊扁钢,加固热镀锌网格板,保证其强度,保持整体工艺美观。热镀锌网格板的开孔边缘的扁钢高度应统一一致,且下部与格栅下部平齐。
热镀锌网格板开孔的边缘扁钢接头处的焊接应圆滑美观,扁钢高度应一致,和钢格板应垂直。在安装完工后,对铁锈、残留焊接飞溅物和影响油漆质量的杂物应予清除。 打磨油漆 对安装好的扁钢进行打磨除锈,除锈一般采用电动除锈,除锈结束后,刷一道底漆、一道面漆、油漆颜色要和热镀锌网格板颜色基本一致。
热镀锌网格板在焊接的过程中有哪些需要注意的事项?
1、在负载扁钢和横杆的每个交点处,应经过焊接、铆接或压锁将其固定。
2、热镀锌网格板的焊接优先选用压力电阻焊,也可选用电弧焊。
3、热镀锌网格板的压锁可选用压力机将横杆压入负载扁钢将其固定。
4、热镀锌网格板应依据用户的需求,加工成各种尺度的形状。
5、热镀锌网格板负载扁钢的距离和横杆的距离可由供需方依据描绘需求断定。作工业渠道,主张负载扁钢的距离不得大于40mm,横杆距离不得大于165mm。



版权所有-安平县冀淼丝网制品有限公司
联系人:马经理
电话:15324293755
地址: 河北省衡水市安平县西两洼乡东毛庄村村西100米处 备案号: 冀ICP备2021027772号-1


